http://www.newrolik.narod.ru |
Карта сайта |
|
АВТОРЫ | МЕТОДИКА | ЛИТЕРАТУРА | СПОСОБЫ | ENGLISH |
РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
Приспособления, позволяющие производить накатывание резьбы на универсальных станках, получили наименование резьбонакатных головок. Резьбонакатные головки могут применяться на токарных (рис. 1) и сверлильных станках, станках-автоматах и станках с ЧПУ, давая возможность обработать резьбу на любой детали, которую можно закрепить на данном станке, с высокой производительностью.
Рис. 1. Накатывание резьбы осевой головкой на токарном станке.
Существуют три основных типа резьбонакатных головок - аксиальные, радиальные и тангенциальные.
Аксиальными головками предпочтительнее накатывать резьбу на полых деталях (так как для этого способа характерны наименьшие радиальные силы), деталях большой длины или больших диаметров, сложной конфигурации и т. д. Головки применяют на автоматических линиях, на универсальном и специальном оборудовании практически любого вида и даже при работе вручную.
В зависимости от того, сообщается главное вращательное движение заготовке или инструменту, осевые головки могут быть вращающимися или невращающимися. Вращающиеся головки устанавливают в шпинделях сверлильных или агрегатных станков, автоматов и автоматических линий, а невращающнеся — в револьверных головках токарных станков.
По конструкции аксиальные (осевые) головки (рис. 2) могут быть раскрывающимися и нераскрывающимися, универсальные и с регулируемым углом наклона роликов. Накатывание резьбы нераскрывающимися осевыми головками производится с реверсированием шпинделя. Вследствие наличия реверсирования способ мало производителен. Кроме того, наличие обратного хода головки при вывинчивании приводит к снижению стойкости резьбонакатных роликов и ухудшению качества накатанной резьбы. Накатывание самораскрывающимися головками является более производительным и чаще применяется на производстве.
Аксиальные резьбонакатные головки оснащены, как правило, тремя, реже четырьмя или шестью, резьбонакатными роликами. Ролики имеют на периферии кольцевые шлифованные витки, а так же заборную и калибрующую части. Ролики установлены в головке под углом, примерно равным углу подъема накатываемой резьбы, вызывая тем самым перемещение детали или накатной головки на один шаг резьбы при полном обороте ролика. Поскольку ролики перемещаются вдоль детали в осевом направлении, с помощью осевых головок можно накатывать сколь угодно длинные резьбы, а также резьбы на несбалансированных деталях.
Другим преимуществом осевых головок является возможность обрабатывать как неподвижную деталь при вращающейся головке, так и вращающуюся деталь при жестко закрепленной головке. Благодаря этому головки являются универсальными: они могут устанавливаться на продольном суппорте, в револьверной головке, на шпинделе или на задней бабке простых простых токарных станков, вертикально- и радиально сверлильных станков, одно- и многошпиндельных станков-автоматов, револьверных станков, гидрокопировальных станков, станков с ЧПУ, специальных станков, автоматических линий, резьбонарезных станков, специальных резьбонакатных станков).


Рис. 2. Аксиальные резьбонакатные головки.
При накатывании резьбы головками рекомендуется использовать принудительное движение подачи (причем подача численно равна шагу резьбы) до момента захвата заготовки накатными роликами, т. е. на длине двух-трех ниток, а затем движение подачи отключают и поступательное движение головки происходит вследствие сцепления резьбы роликов с резьбой заготовки (самозатягивание).
Аксиальные резьбонакатные головки за рубежом выпускаются компаниями Fette (ФРГ), Landis Machine (США), RSVP Tooling Inc (США) и рядом других.
В странах СНГ наибольшее распространение получили раскрывающиеся аксиальные резьбонакатные головки типа ВНГН (рис. 3) производства бывшего завода "Фрезер" (в настоящее время выпускаются ООО "Тэтра-С" (владелец товарного знака "Фрезер") и ООО Аркона), предназначенные для накатывания метрических резьб М4...М52 или трапецеидальных резьб Тр16...Тр42.

Рис. 3. Схема резьбонакатной головки типа ВНГН с пружиной сжатия.
Головка резьбонакатная типа ВНГН содержит резьбонакатные ролики 1, которые свободно вращаются на эксцентриковых осях 2 с игольчатыми роликами 3. На концах осей крепятся зубчатые колеса 4, зубья которых строго ориентированы относительно эксцентриситета осей шпонкой 5. Оси закреплены в опорных кольцах 6 и 7, соединенных колонками 9. Колонки фиксируются винтами 10. На колонки надеваются распорные втулки 12, которые создают зазор между накатными роликами и опорными кольцами. Узел головки, образованный деталями 1, 2, 3, 4, 5, 6, 7, 9, 10, 12 называется ее силовой частью, которая определяет параметры накатываемых резьб и воспринимает все радиальные нагрузки. Зубчатые колеса 4 входят в зацепление с центральной шестерней 13, которая находится на хвостовике 14. Расположенный на хвостовике корпус 8 удерживается от осевого перемещения байонетным замком. Пружина 16 стремится повернуть корпус относительно хвостовика. В хвостовике имеются пазы, состоящие из двух участков; прямого, параллельного оси головки, и винтового. Аналогичные пазы имеются в корпусе, но винтовые участки их направлены в другую сторону. Сквозь пазы проходят укрепленные в кольце 17 пальцы 18, с сидящими на них роликами 19.
Концы пальцев 18 входят в отверстия сердечника 20, несущего внутренний упор 21 и контргайку 22. Таким образом кольцо 17 и сердечник 20 жестко связаны между собой. Гайки 11 крепят силовую часть головки к корпусу. Винты 23 имеются только в головках ВНГН-5М и ВНГН-Трап.М и служат для регулирования накатных роликов на размер. Головки ВНГН работают по принципу самозатягивания: головка принудительно подается на заготовку (или наоборот) и, захватив ее, дальнейшее поступательное движение получает за счет накатанной резьбы. Головки работают и как вращающиеся и как стационарные.
Для накатывания резьб на водогазопроводных трубах по ГОСТ 3262-75 Московский инструментальный завод выпускает аксиальные резьбонакатные головки СТД 25004 (рис. 4), предназначенные для использования на резьбонакатных станках СТД - 129 (рис. 5).
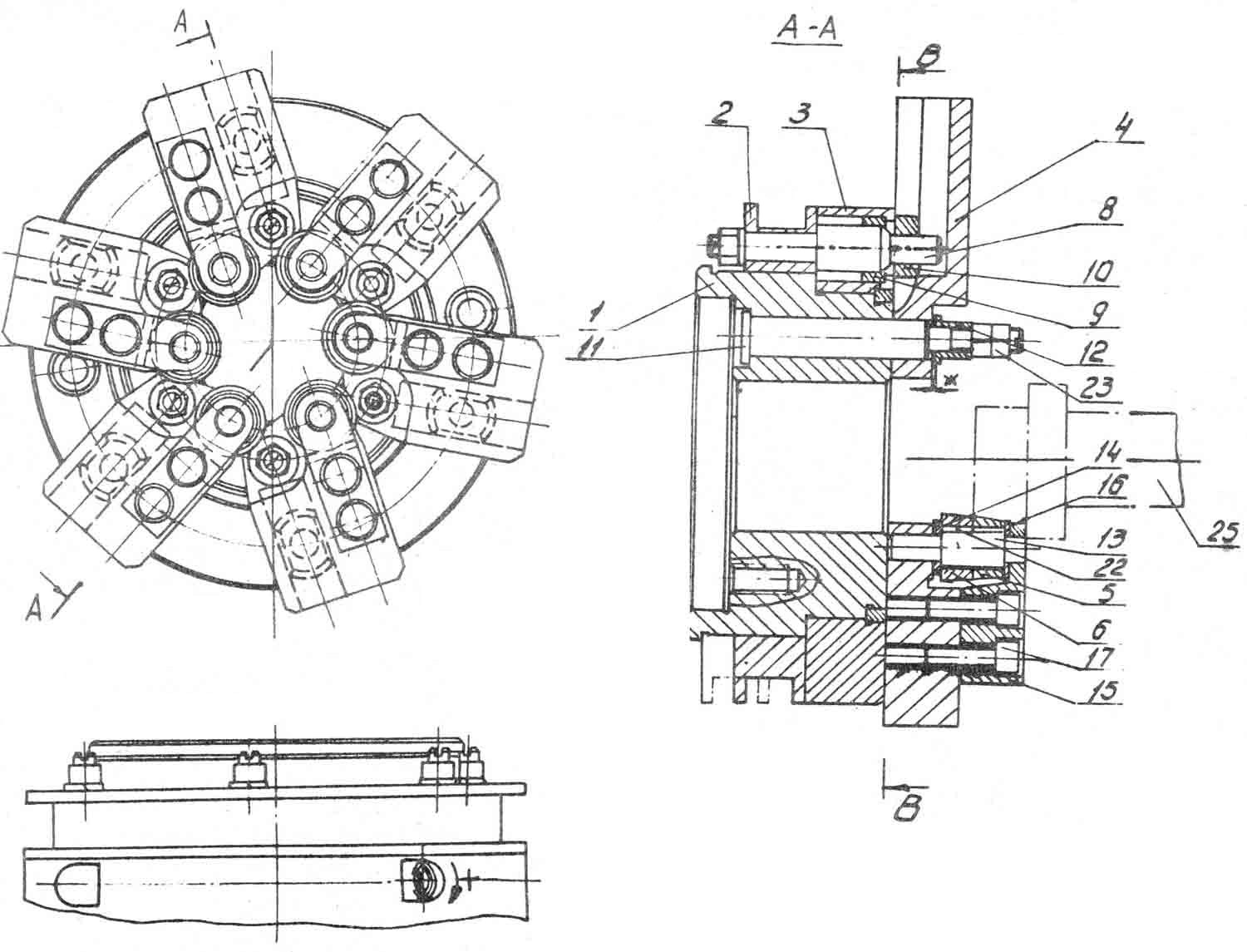
Рис. 4. Резьбонакатная головка СТД 25004.

Рис. 5. Резьбонакатной станок СТД -129.
Для накатывания резьб вручную заводом "Фрезер" выпускались нераскрывающиеся аксиальные резьбонакатные головки (резьбонакатные плашки) типа НП (рис. 6) и НПТ (для трубной резьбы, отличаются большим числом роликов).

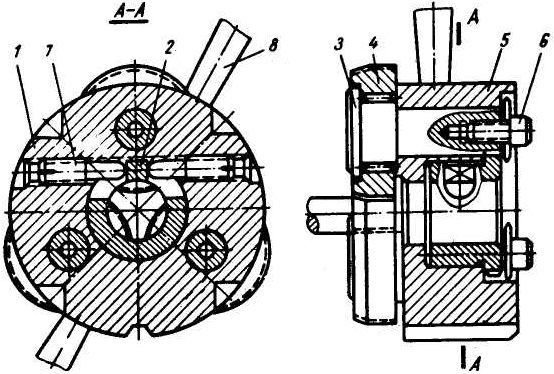
Рис. 6. Резьбонакатная плашка типа НП.
В центральном отверстии корпуса 1 резьбонакатной плашки типа НП установлена втулка 2, имеющая на фланцевой части зубчатый венец, находящийся в зацеплении с зубчатыми венцами осей 3. Ось 3 представляет собой валик, у которого с одной стороны нарезан зубчатый венец, а с другой имеется эксцентрично расположенная шейка и буртик. На эксцентричной шейке на иглах располагается накатывающий ролик 4, удерживаемый от осевых смещений буртиком оси.
Со стороны зубчатого венца ось 3 удерживается шайбой 5, закрепляемой винтом 6. Центральная втулка 2 имеет два окна (см. разрез А—А), сквозь которые проходят винты 7, устанавливаемые в корпусе 1 и упирающиеся с двух сторон в перемычку втулки 2, образованную окнами. Отпуская один винт 7 и ввинчивая другой, можно поворачивать центральную втулку 2 вокруг оси и тем самым, благодаря зацеплению зубчатых венцов, поворачивать оси 3. Поворот осей 3 вызывает изменение положения эксцентричной шейки оси 3 относительно центра плашки. Изменение положения эксцентричной шейки с сидящим на ней накатывающим роликом происходит одновременно у всех трех роликов, поэтому в плашке регулируется просвет между роликами а следовательно, регулируется и диаметр накатываемой резьбы. Так как при сборке плашки важно, чтобы все три эксцентричные оси занимали одинаковое положение относительно центра плашки, то зубчатые венцы имеют особое исполнение. В центральной втулке 2 в трех равномерно распределенных по окружности местах один зуб отсутствует. Соответственно у осей 3 в зубчатом, венце имеется один сдвоенный зуб, который и вводится в расширенную канавку центральной втулки. Эта конструктивная особенность исключает неправильную сборку плашки, предотвращая возможные неполадки при работе и упрощая пользование плашкой.
Недостатком данных головок является консольное расположение роликов, снижающее жесткость конструкции. Научным коллективом разработана гамма простых по конструкции нераскрывающихся аксиальных резьбонакатных головок с бесконсольным расположением роликов, предназначенных для накатывания метрических резьб, конических резьб нефтяного сортамента, крупных трапецеидальных резьб на стяжных винтах строительной арматуры и т.д.
Радиальные резьбонакатные головки разработаны для использования на большинстве типов станков, включая токарные станки с ЧПУ. Радиальные головки отличаются очень высокой производительностью обработки. После установки радиальной головки в исходное положение и перевода рукоятки управления в рабочее положение обработка резьбы происходит за один оборот роликов. С помощью радиальных накатных головок можно экономично проводить обработку очень коротких резьб, обработку резьб на маленьком вылете, обработку резьбы за буртиками, обработку конических резьб, буквенно-цифровую маркировку, выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов и составляет максимально 39 мм.
Радиальные резьбонакатные головки работают по двум основным схемам. Наибольшее распространение нашли головки, у которых радиальная подача осуществляется конструктивным способом, за счет применения роликов, имеющих некруглую (затыловынную) заборную часть. Данные головки оснащаются двумя или тремя затылованными роликами. Заготовке сообщается вращение (круговая подача). Под действием сил трения между роликами и заготовкой роликам сообщается главное вращательное движение. Межцентровое расстояние между роликами остается постоянным.
Радиальные головки данного типа выпускаются, например, компаниями Fette (ФРГ) и RSVP Tooling Inc (США) и бывают двух основных типов: двух- и трехроликовые. Двухроликовые радиальные накатные головки типа С (рис. 7), выпускаемые компанией Fette, оснащены двумя роликами, которые перемещаются снаружи к центру заготовки перпендикулярно плоскости оси. Эти головки предназначены для применения на всех видах станков (простых токарных станках, одно- и многошпиндельных станках-автоматах, револьверных станках, гидрокопировальных станках, станках с ЧПУ, специальных станках, автоматических линиях, резьбонарезных станках, сверлильных станках, специальных накатных станках). Устанавливаются на горизонтальную каретку, револьверную головку или верхний суппорт. Подача осуществляется в радиальном направлении благодаря определенной геометрии роликов. Работают при неподвижной головке и вращающейся детали. Диапазон диаметров до 36 мм, диапазон длин до 39 мм.
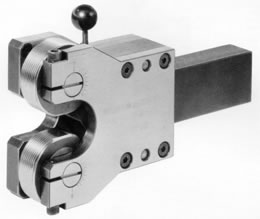
Рис. 7. Радиальная резьбонакатная головка Fette типа C.
Радиальные накатные головки Fette типа Е (рис. 8) формируют резьбу, перемещаясь по оси заготовки. Резьба накатывается за один оборот роликов. Предназначены для применения на всех видах станков (простых токарных станках, одно- и многошпиндельных станках-автоматах, револьверных станках, гидрокопировальных станках, станках с ЧПУ, специальных станках, автоматических линиях, резьбонарезных станках, сверлильных станках, специальных накатных станках). Устанавливаются на горизонтальную каретку, револьверную головку, шпиндель или заднюю бабку. Подача осуществляется в радиальном направлении благодаря определенной геометрии роликов. Работают как при неподвижной головке и вращающейся детали, так и при вращающейся головке и неподвижной детали. Диапазон диаметров до 45 мм, диапазон длин до 39 мм.

Рис. 8. Радиальная резьбонакатная головка Fette типа E.
Радиальные накатные головки Fette типа ЕW (рис. 9) по всем параметрам соответствуют головкам типа Е, однако не имеют в конструкции рычага открытия/закрытия головки. Головка открывается, когда деталь доходит до регулируемого упора на торце головки за роликами. При этом обеспечивается минимальный сбег резьбы. Применение этих головок упрощает конструкцию станка и сокращает время и затраты на обработку.

Рис. 9. Радиальная резьбонакатная головка Fette типа EW.
У радиальных резьбонакатных головок с технологическим заданием радиального обжатия формирование резьбы на заготовке осуществляется путем радиального перемещения цилиндрических резьбонакатных роликов в направлении оси заготовки. Так, например, у головок модели 234-SA компании C.J. Winter (США) (рис. 10) радиальное перемещение ползунов с установленными в них роликами осуществляется натяжением закрепленной в них кольцевой цепи путем поворота кулачков с натяжными роликами. Основным недостатком радиальных резьбонакатных головок с технологическим заданием радиального обжатия является необходимость наличия механизма привода радиальной подачи роликов.
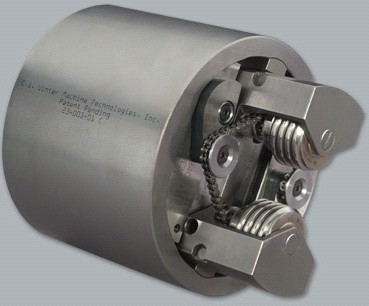
Рис. 10. Радиальная резьбонакатная головка C.J. Winter типа 234-SA.
Тангенциальными головками накатывают цилиндрическую и коническую, правую и левую резьбу на станках токарной группы на любом участке заготовки, в том числе за буртом. Привод роликов осуществляется от контакта с вращающейся заготовкой. При накатывании происходит незначительное осевое перемещение роликов относительно заготовки, поэтому ролики в корпусе должны иметь осевой зазор. Головку крепят на поперечном суппорте. Наибольшее распространение получило накатывание двухроликовыми тангенциальными головками (рис. 11). Вследствие наличия сил, изгибающих заготовку, область применения такого способа ограничена длиной резьбы, а также вылетом заготовок. Тангенциальные резьбонакатные головки оснащены двумя встречно расположенными роликами, перемещающимися к заготовке по углом 90 градусов к оси. Во время подачи на врезание в тангенциальном направлении формируется резьба. Процесс формирования заканчивается, когда оси роликов находятся на одной линии с осью детали. Для этого требуется, как правило, от 15 до 30 оборотов детали. В то же время, для них не требуется механизм открытия-закрытия головки. Тангенциальные накатные головки пригодны для использования на большинстве типов станков, включая токарные станки с ЧПУ. Для работы этих головок требуется соответственно дополнительное движение подачи (для станков без ЧПУ управляемое специальным кулачком). Основным преимуществом этих головок является возможность бокового врезания в деталь с последующим накатыванием. Для работы головки деталь должна вращаться, а головка быть смонтирована жестко на станке. С помощью тангенциальных накатных головок можно проводить обработку очень коротких резьб; обработку резьб на маленьком вылете; обработку конических резьб; буквенно-цифровую маркировку; выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов и составляет не более 40 мм
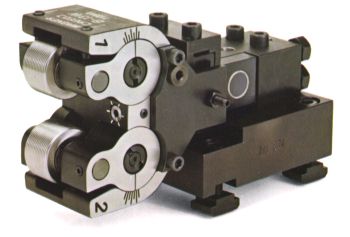


Рис. 11. Тангенциальные резьбонакатные головки.
Тангенциальные резьбонакатные головки бывают с синхронным (для точных резьб) н несинхронным (для резьб невысокой точности) вращением роликов. Головки имеют два ролика с винтовой нарезкой, направление которой должно быть противоположно направлению накатываемой резьбы, и с числом заходов, обеспечивающим равенство углов подъема витков на роликах и заготовке. Число заходов выбирают от двух до шести в зависимости от шага. Оси роликов параллельны оси заготовки. В начальный рабочий момент ролики своей наружной поверхностью касаются заготовки. Затем головке вместе с роликами сообщается тангенциальное движение подачи относительно заготовки. Накатывание прекращается тогда, когда ролики с головкой занимают положение, при котором оси роликов и заготовки оказываются в одной плоскости. После этого головка должна быстро возвратиться в исходное положение, в противном случае качество резьбы окажется низким.
Тангенциальные резьбонакатные головки за рубежом выпускаются компаниями Fette (ФРГ), Wagner Werkzeugsystem (ФРГ), RSVP Tooling Inc (США) и рядом других.
Заводом "Фрезер" выпускались тангенциальные головки типа ТНГ с несинхронным вращением роликов (для резьб невысокой точности) и головки типа ТНГС с синхронным вращением роликов.
С помощью накатных головок могут обрабатываться практически все типы существующих резьб. Угол профиля не должен быть меньше 10 градусов. В рамках этих условий можно также обрабатывать специальные резьбы. Накатываемые диаметры лежат в диапазоне от 1,4 мм до 230 мм. Кроме того, допуская, что концентричные канавки являются резьбой с бесконечно большим углом подъема, приходим к выводу о возможности накатывания рифлений, дорожек и подобных элементов конструкции. При это не имеет значения, является ли накатка прямой, винтовой, правой или левой или двойной. Поверхности цилиндрических деталей могут быть накатаны накатными роликами, а концы труб могут быть обсажены профильными роликами. На цилиндрических деталях также можно с помощью накатки наносить маркировку с использованием любых символов.
Процесс накатывания не накладывает ограничений на размеры и форму заготовки. Естественно, при этом деталь должна быть корректно установлена и зажата и накатная головка должна находиться в определенном исходном положении. Во многих случаях можно выбрать между неподвижной головкой и вращающейся деталью или неподвижной деталью и вращающейся головкой. На прутковых станках можно также накатывать резьбы за буртиками (например, на штуцерах) перед отрезкой детали от прутка. Если станок оснащен устройством непрерывной подачи прутка, то можно накатывать резьбы неограниченной длины. Во многих случаях возможно накатывание резьбы на трубах. При накатывании тонкостенных труб применяются внутренние оправки. Остаточная толщина стенки между основным и внутренним диаметром резьбы должна быть не менее 0,5 мм плюс половина высоты профиля резьбы.
Для накатывания внутренних резьб головки пока не нашли широкого применения. В качестве примера головок для накатывания внутренних резьб можно привести аксиальные головки РГТВ, выпускавшиеся заводом "Фрезер", и предназначенные для накатывания внутренних конических резьб по ГОСТ 631-80 и 632-80 на предохранительных деталях труб нефтяного сортамента без предварительной подготовки поверхности заготовки под накатывание резьбы. Головки РГТВ использовались на специальных трубонарезных станках, оснащенных гидравлическим приводом подачи головки в зону накатывания.
Накатывание резьбы головками может осуществляться на любом виде оборудования, обеспечивающем взаимное вращение обрабатываемой детали и накатной головки относительно друг друга. Основными видами оборудования, на котором применяется накатывание, являются токарные и сверлильные станки, токарные автоматы, включая станки с ЧПУ. Применение станков с ЧПУ для накатывания резьбы повышает эффективность и экономичность обработки. Накатные головки существенно сокращают дорогое машинное время станков с ЧПУ, так как резьба в этом случае обрабатывается за один проход за несколько секунд, в то время как нарезание резьбы резцом требует многопроходного цикла. Более высокая стойкость роликов по сравнению с резьбовым резцом обеспечивает сокращение расходов на заработную плату благодаря уменьшению времени на наладку станка. Головки оснащаются хвостовиками для токарных станков или специальными хвостовиками под конкретный станок.
Скорости накатывания резьб достаточно высоки. При этом, скорость накатывания треугольных резьб выше, чем скорости обработки трапецеидальных резьб, поскольку в последнем случае необходимо перемещать больше материала. С другой стороны, накатывание материалов с более высоким коэффициентом удлинения может осуществляться на более высокой скорости, чем для материалов с более низким коэффициентом удлинения. Более прочные материалы требуют меньших скоростей обработки. Для разных видов резбонакатных головок существуют различные зависимости между скоростью, диаметром резьбы, подачей, скоростью вращения роликов и временем обработки. Скорость накатывания для аксиальных головок приведена в табл.1.
Таблица 1.
Рекомендуемые скорости накатывания резьб осевыми головками
Для радиальных головок рекомендуется скорость 20-60 м/мин, время обработки очень мало, так как накатывание осуществляется за один оборот роликов.
Для тангенциальных головок скорость 20-80 м/мин, требуется дополнительный управляемый привод подачи головки, время обработки больше, так как требуется от 15 до 30 оборотов заготовки на операцию накатывания и от 5 до 7 оборотов заготовки на ускоренный отвод головки.
http://www.newrolik.narod.ru |
Карта сайта |
|
АВТОРЫ | МЕТОДИКА | ЛИТЕРАТУРА | СПОСОБЫ | ENGLISH |