symmetric
asymmetric
full-profile
level-to-level
dull
pointed
expanding
procarved
http://www.newrolik.narod.ru |
MAIN |
Theory |
Technologies | Authors | Literature | Handbook | По русски |
TECHNIQUE OF ENGINEERING OF THREAD-ROLLING DIES OF HIGH WEAR RESISTANCE
Thread rolling is one of the most progressive ways of manufacture of threads. It ensures high efficiency and quality of handling, heightening static and, in particular, fatigue durability of a rolled thread, in comparison with cut. However, in some cases, for example at handling large, trapezoidal threads, threads on preforms from difficultly treated or preliminary strengthened materials, thread rolling becomes economically unprofitable because of low wear resistance of the dies.
Wear Resistance of thread rolling tool depends on magnitude of the pressure acting on its coils in a contact area of the tool with preform, and from ability of the tool to perceive these pressure.
Ability of the tool to perceive contact pressure depends on mechanical properties of a material from which its working part is made. In turn, mechanical properties of a material depend on its chemical compound and manufacturing technology of thread rolling tool.
Magnitude of contact pressure at a rolling of threads depends on geometry of a thread, mechanical properties of a material of workpiece, the scheme of forming (sequence of migration of metal from a hollow of a rolled thread in a protuberance) and the instant contact area of the tool with workpiece (ICA).
Thus, heightening of wear resistance thread rolling dies is a challenge demanding for the decision the complex design-engineering approach. The scientific personnel develops recommendations on perfecting technology of manufacture thread rolling dies, ensuring substantial increase of its wear resistance. Alongside with application of progressive tool materials and perfecting of manufacturing technologies of thread rolling dies for heightening its wear resistance perfecting its construction is necessary.
For development of scientifically justified recommendations on projection thread rolling tool it is required decisions of the qualitative problem linked with a choice of the basic scheme of forming, and two quantitative problems linked with definition of a maximum permissible accumulated radial swaging and rational magnitudes of current radial swagings of workpiece at all stages of forming of a thread profile.
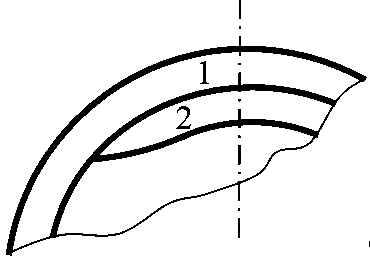
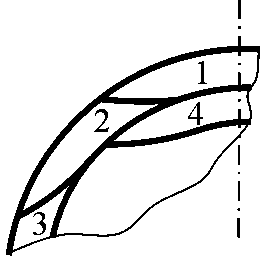
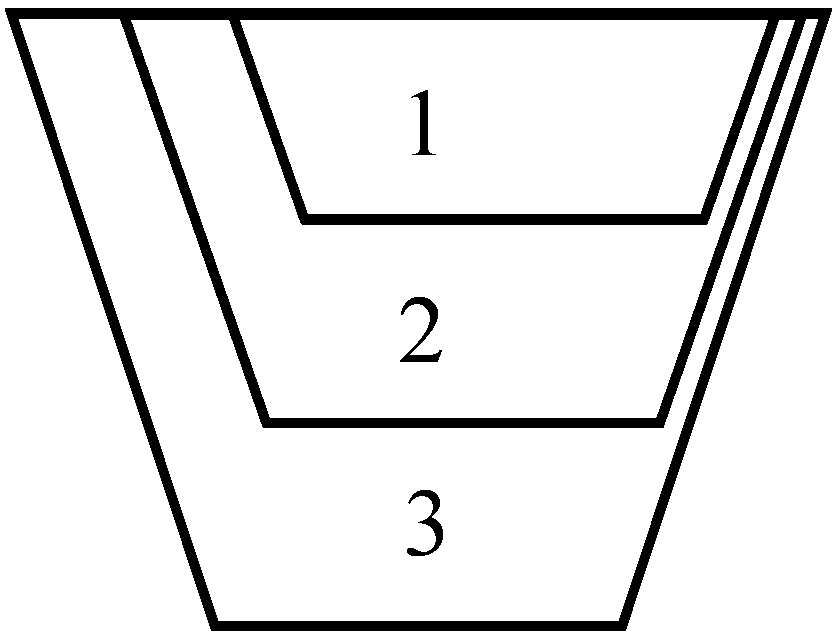
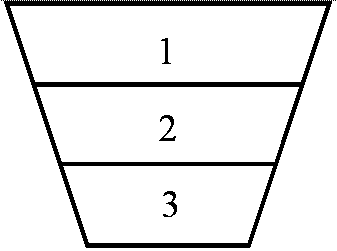
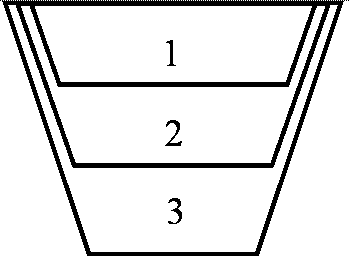
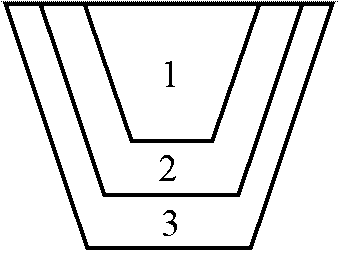
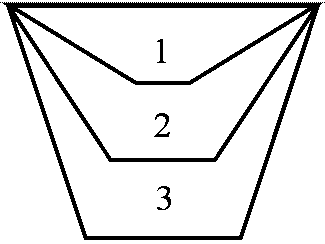
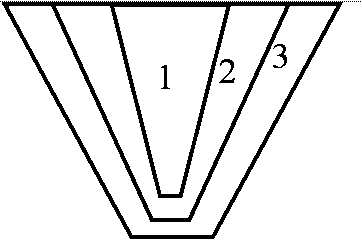
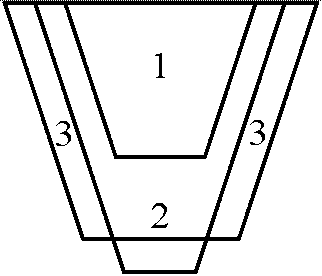
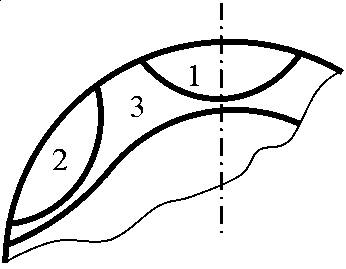
Known schemes of forming in axial section of workpiece at a rolling of threads are resulted on fig. 1. Schemes of forming in radial section of workpiece are displayed on fig. 2. Classification existing schemes of forming at a rolling of threads is resulted on fig. 3.
symmetric |
asymmetric |
full-profile |
level-to-level |
dull |
pointed |
expanding |
procarved |
return
Fig. 1. Schemes of forming at thread rolling in an axial section.
continuous |
consecutive |
advancing
Fig. 2. Schemes of forming at thread rolling in radial section.

Fig. 3. Classification of schemes of forming at thread rolling.
The decision of a problem on a choice of the scheme of forming and definition of the maximum permissible accumulated radial swaging demands research of fields of stress and strains in the tool and workpiece at a rolling of a thread, and also detection of an opportunity of destruction of workpiece because of exhaustion of a store of toughness. Fields of stress and strains at thread rolling can be defined by means of a finite element method (FEM). Received as a result of simulation by means of FEM fields of effective stress von Mieses at a rolling of threads are resulted on fig. 4. Fields of strains at a rolling gears and splines are resulted on fig. 5. It is possible to familiarize with a technique of simulation in scientific literature more in detail.
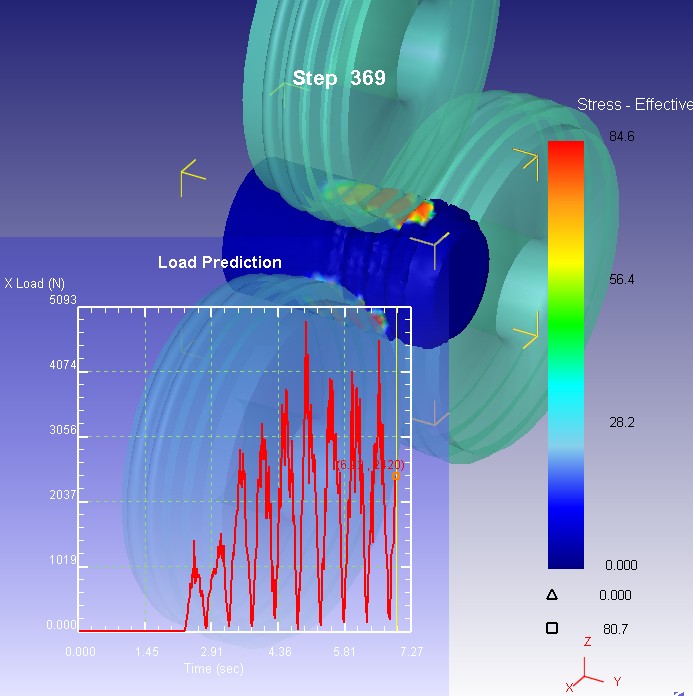
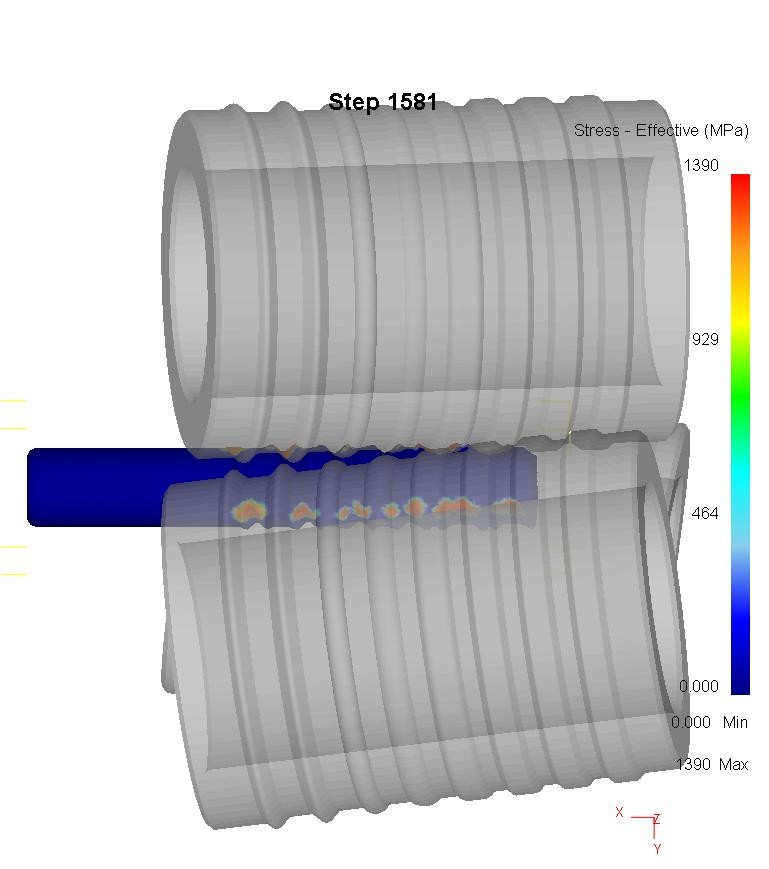
Fig. 4. Von Mises effective stress in workpiece at a rolling of thread by axial head.
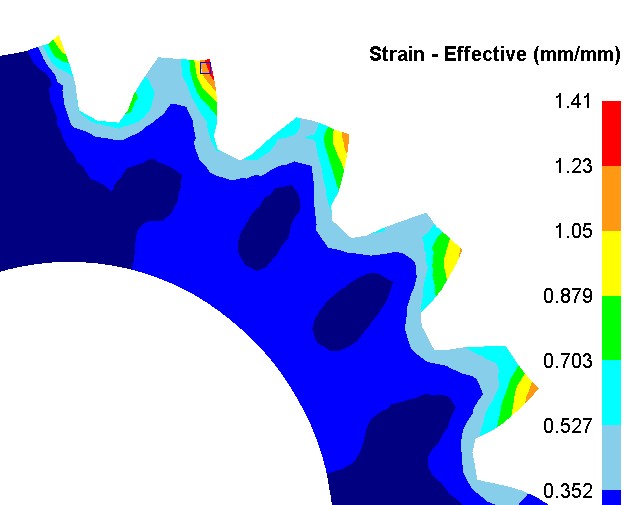
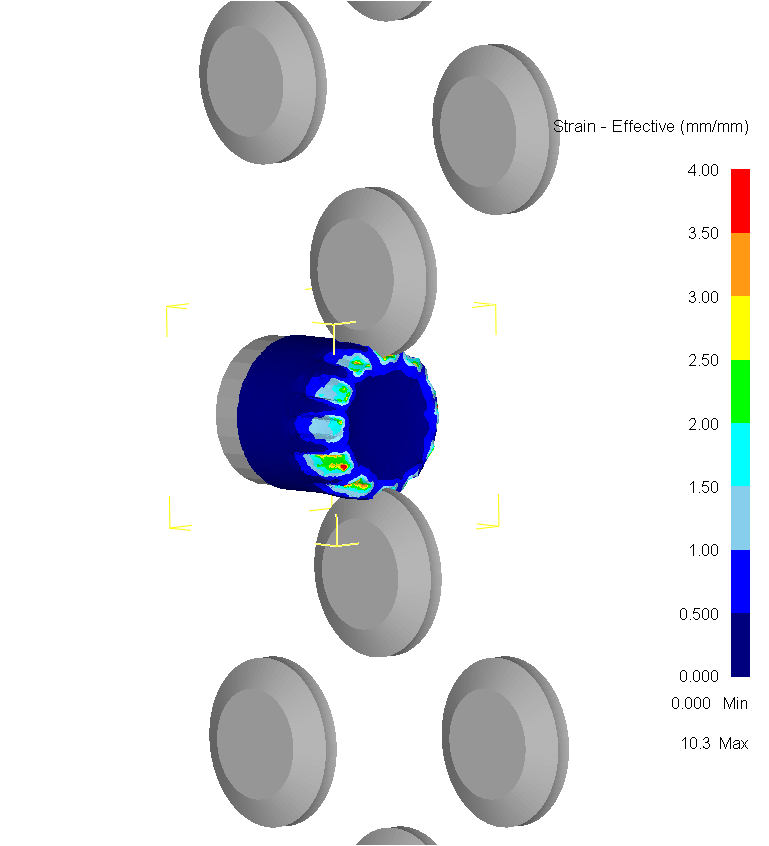
Fig. 5. The accumulated strains in workpiece at a rolling of gears and splines.
Adequacy of results of computer simulation is confirmed by natural experiments on a rolling of the threads, lead on developed by scientific personnel automized tensometric measuring complex.
It is established, that the greatest degree of hardening of a rolled thread is reached at level-by-level and expanding schemes of forming. The least forces of deformation are ensured with the return scheme.
By means of computing and natural experiments acceptable values of the accumulated radial swagings are defined at thread rolling. At a rolling of threads on workpirces from difficultly treated few plastic materials wear resistance of the tool can be raised by application of the combined cutting-forming handling (a rolling of a thread on preliminary cut screw thread) (fig. 6). Recommendations on distribution of a rough tolerance under cutting and a rolling for various types of threads are received.


Fig. 6. Areas of economic feasibility of application of ways surface forming and hardenings external and internal threads by plastic deformation.
The analysis of wear thread rolling dies under production conditions (fig. 7) has displayed , that at the selected scheme of forming its wear directly proportional ICA. Thus, wear resistance thread rolling die can be raised by security of uniformity loading its coils due to stabilization ICA. The Scientific personnel develops original design procedure ICA of each coil through the area of its projection to a plane, perpendicular axes of rotation of the dies (fig. 8, 9).

Fig. 7. Statistics of wear of coils of an intaking part of rollers for a rolling of thread Tr18x4.
Fig. 8. The scheme of contact of the tool and workpiece at a rolling of an external thread: a - spatial model; b - projection of a contact area to plane X"OY".
Fig. 9. The scheme of contact of the tool and workpiece at a rolling of an internal thread: a - spatial model; b - projection of a contact area to plane X"OY".
Calculation ICA at a rolling of threads and profiles can as to be made by geometrical simulation of process of handling in modern 3D CAD systems (fig. 10).
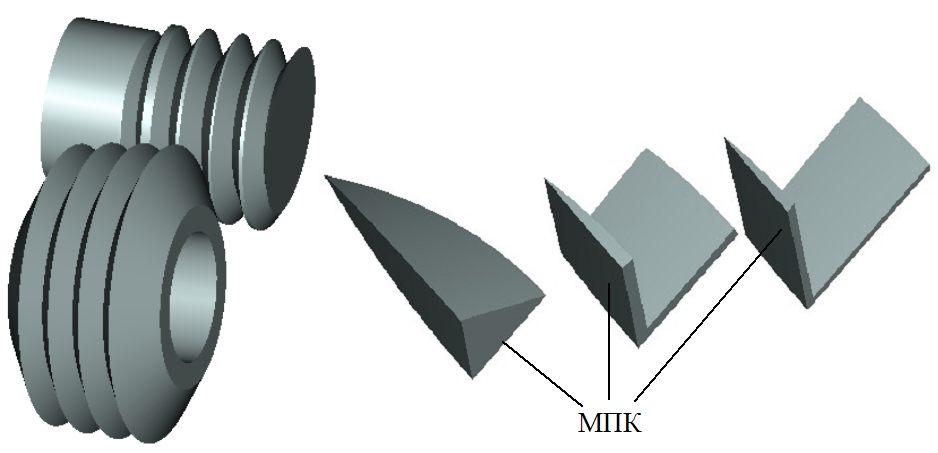
Fig. 10. 3D model of a rolling of a triangular thread a circular die with axial feeding.
Proceeding from stabilization ICA it is necessary to select current radial swagings and rational tolerances for the sizes of coils of an intaking part of the tool.
The given technique is used for projection cylindrical thread rolling dies (for axial thread rolling heads (fig. 11), 2 and 3 circular dies machine tools at a rolling with axial feeding), chipless taps and flat dies, and as for perfecting technique of a rolling of threads on machine tools with radial feeding. Thus the opportunity of a rolling of a thread on workpieces from difficultly treated or thermally hardening materials can be ensured. The tool designed by the offered technique, has wear resistance 1,5...2 times more, than traditional. On the basis of the designed technique it is created CAE system for thread rolling dies. The profile of an intaking part of rollers to axial thread rolling head, designed by the designed technique, is displayed on fig. 12.

Fig. 11. Dies for a rolling of an external trapezoidal thread.

Fig. 12. Profiles of an intaking part of dies (hi - height of i-th coil) for a rolling of thread Tr18х4 (in view of a field of tolerance Td = 20 mkm).
By means of CAD systems also it is possible to define diameter of blank at a rolling external and internal threads. For this purpose it is necessary to construct 3D models of tops and hollows of a rolled thread and to achieve equality of their volumes (Fig. 13).
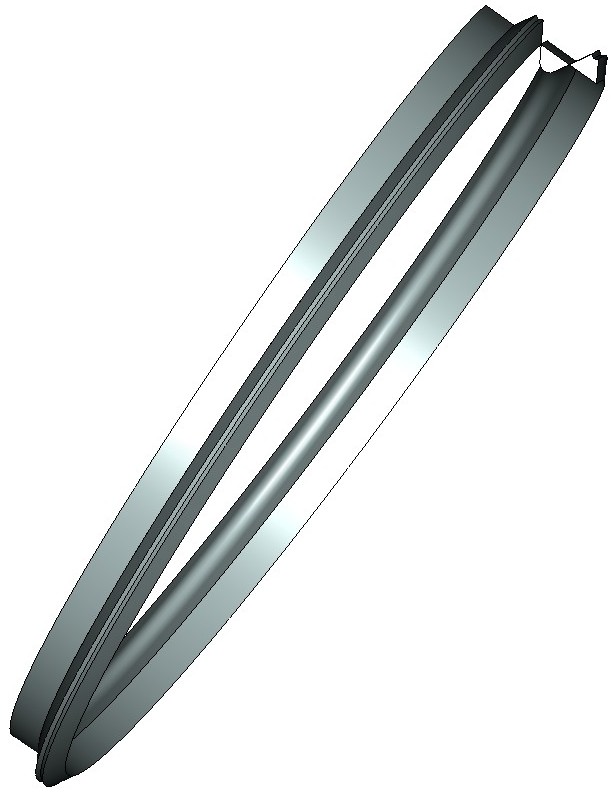
Fig. 13. Definition of diameter of workpiece at a rolling of thread М27x2 by 3D simulation.
Researches were spent at support of grants of the president of the Russian Federation, RFBR and the Ministries of Education and sciences. The designed technologies and the tools are successfully introduced on series of the industrial enterprises at manufacture of such workpieces, as high-strength fixture for transport and building technics, couplings and subs, screws of building armature, etc.
http://www.newrolik.narod.ru |
MAIN |
Theory |
Technologies | Authors | Literature | Handbook | По русски |